

| Unit Price: | FOB 1~10 USD |
|---|---|
| Payment Type: | T/T |
| Incoterm: | FOB |
| Min. Order: | 150 Piece/Pieces |
| Delivery Time: | 15 Days |
Basic Info
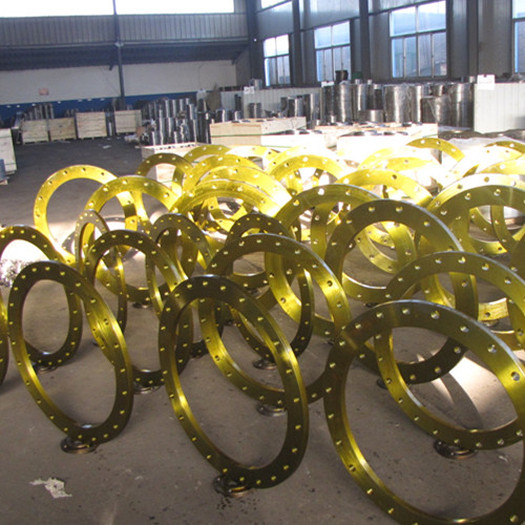
Model No.: DN15-DN500
Additional Info
Packaging: wooden box
Productivity: 10000000000
Brand: jimeng
Transportation: Ocean,Land,Air
Place of Origin: mengcun county,hebei province,China
Supply Ability: spot sales
Certificate: ISO9000
Product Description
Production process:
Forging process generally consists of the following processes, namely the selection of high quality steel billet blanking, heating, forming, cooling after forging. Forging process method have free forging, die forging and forging of membranes. Production, according to the size of the forging quality, production batch much choice different forging method.
Free forging low productivity, machining allowance, but simple tools, generality is big, so it is widely used in forging shape simpler single piece and small batch production of forgings. Free forging equipment has air hammer, steam - air hammer and hydraulic press, etc., suitable for small, medium and large forgings production respectively. Die forging productivity is high, the operation is simple, easy to realize mechanization and automation. High precision die forgings size, small machining allowance, forgings of fibrous tissue distribution is more reasonable, can further improve the service life of parts.
A basic, free forging process: free forging, the shape of the forging is through some basic billet forging step by step into the deformation process. Basic free forging process is upsetting, pull long, punching, bending and shearing, etc.
1. Upsetting is upsetting the axial forging of the original billet, to lower its height, increase the cross section of operation process. This process is often used in forging gear billet and other disc forgings. Upsetting is divided into all upset and two local forging rough.
2. The long pull Long pull is increase the length of the billet, section decrease of forging process, often used to produce axial condition, such as lathe spindle, connecting rod, etc.
3. The punching In the blank with the punch out of the hole or blind hole of the forging process.
4. Bending Make the billet bent at an Angle or the shape of the forging process.
5. Turn that part of the billet relative to another part of the rotation Angle of the forging process.
6. Segmentation billet cutting or removal of head of forging process.
CONTACT US
Hebei Jimeng Highstrength Flange-tubes Group Co.,Ltd.
Contact Person: Xuefeng Zhang
Phone:86-0317-2209363
Fax:86-0317-2208938
Address: North Circle Industrial Area of Mengcun County,Cangzhou,Hebei




.png) Contact Now
Contact Now