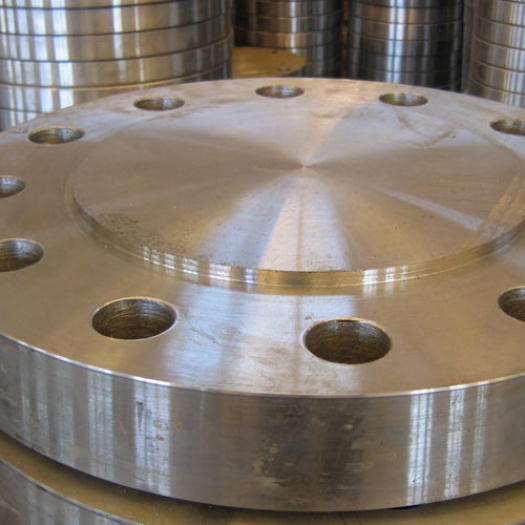
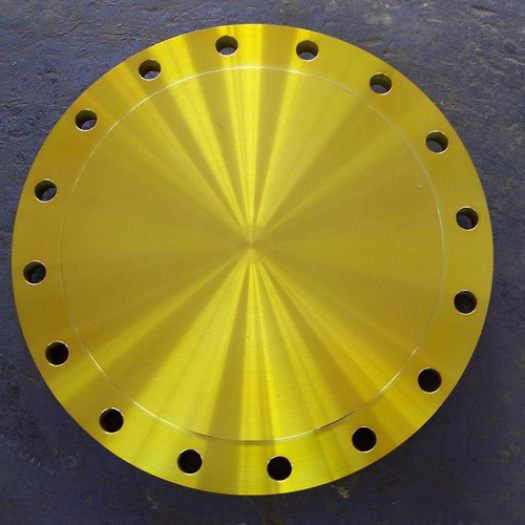
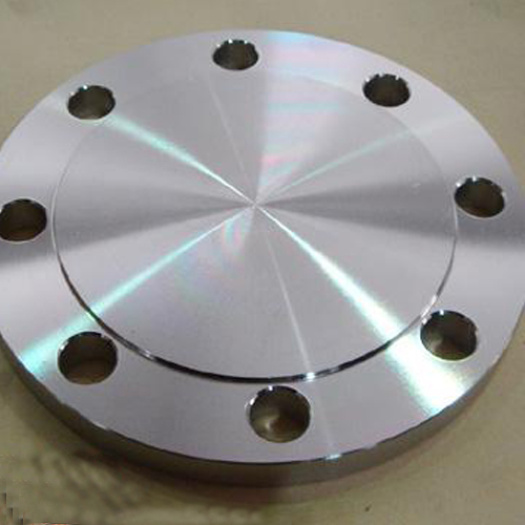
Product Description
Blind flange, blind flange is also called blind flange, name is called the flange cover.Is the middle flange without hole, for sealed pipe plug.Sealing surface sort is more, in the form of a plane, convex and concave and convex surface, grooved surface, RTJ.
Production process consists of forging, casting, cutting system, these three.
The casting flange and forging flange
Forged flanges, the blank shape size accurate, processing capacity is small, the cost is low, but there are casting defects (porosity, crack, inclusion);Poor casting internal organization streamline (if it is cutting parts, less streamlined);
Forging flange generally lower than the casting flange carbon is not easy to rust, forging good streamline, organization is compact, mechanical performance is superior to the casting flange;
Improper forging technology also can appear grain big or uneven, solidification cracking phenomenon, higher than the casting flange forging cost.
Forging than casting can withstand the higher shear and tensile force.
Casting advantage is that can come up with more complex shape, the cost is low;
Uniform forging advantage lies in the internal organization, there is no casting in porosity, inclusions and other harmful defects;
From the casting production process difference between flange and forging flange, such as centrifugal flange is one of the casting flange.
Centrifugal flange, flange belong to precision casting method to produce this kind of casting than ordinary sand mold casting to much fine organization, quality improvement, is not easy to loose organization, porosity, trachoma and other issues.
First of all, we need to understand how centrifugal flange production, flat welding flange centrifugal casting ingot process method and product, is characterized by the product processed through the following process steps:
(1) to the selected raw materials into the intermediate frequency electric furnace steel smelting, the molten steel temperature of 1600-1600 ℃;
(2) the metal mold pre heated to 800-900 ℃ constant temperature;
(3) starting centrifuge, the molten steel into steps in the step (1) (2) after preheating in metal mold;
(4) casting natural cooling to 800-900 ℃ keep 1-10 minutes;
(5) water cooled to near room temperature, stripping out the casting.




.png) Contact Now
Contact Now